What is Kikusui
Rotary Press?
Tablets/Pellets are produced by tableting technology. The tableting technology includes
(1) Powder filling,
(2) Compression molding,
(3) Tablet discharge.
The rotary tableting process allows continuous production by turret design to increase the production field.
-
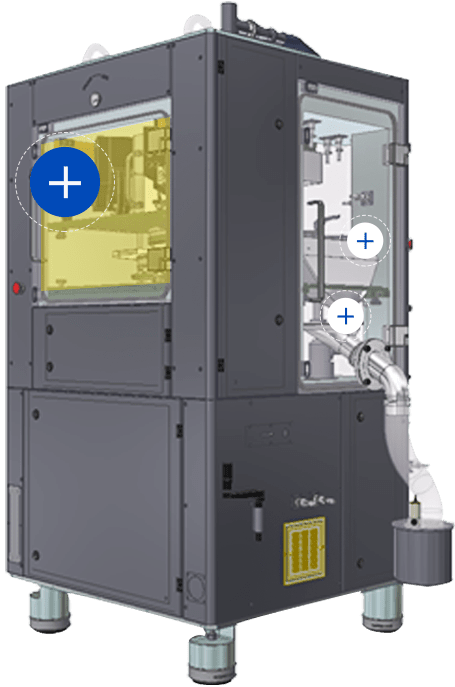
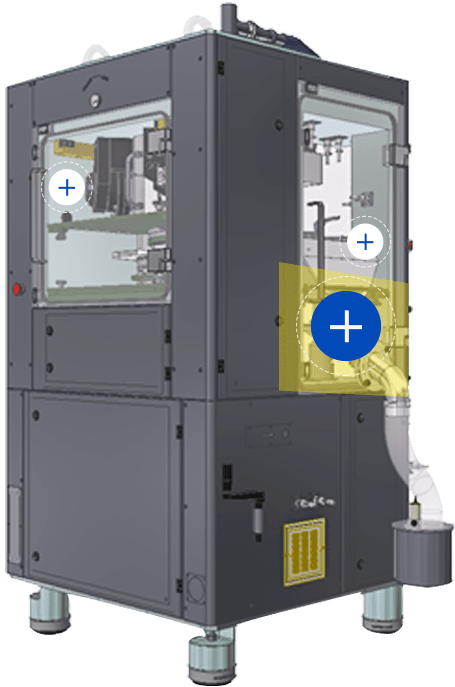
Powder Feed Controller (PFC)
Weight variation of tablet has the relation with powder filling condition and is influenced by powder flow and its pressure between the hopper and feeder. Powder feed controller is the device to maintain powder volume in the feeder to keep constant inside condition.


Powder Feed Controller (PFC)
Weight variation of tablet has the relation with powder filling condition and is influenced by powder flow and its pressure between the hopper and feeder. Powder feed controller is the device to maintain powder volume in the feeder to keep constant inside condition.
-
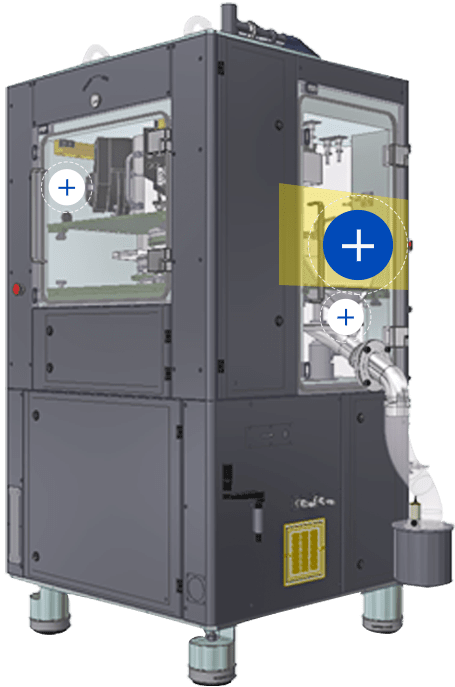
INDUCED DIE FEEDER (IDF)
When handling difficult blends/granules, the problem of uneven feeding can occur in the tableting process. In order to prevent the production of tablets with weight variation, we introduced our Induced Die Feeder. IDF allows easy and consistent feeding of all types of blends/granules into the die cavity.
2 feeding options are available, Closed feeder or Recirculation feeder, depending upon blend characteristics.
INDUCED DIE FEEDER (IDF)
When handling difficult blends/granules, the problem of uneven feeding can occur in the tableting process. In order to prevent the production of tablets with weight variation, we introduced our Induced Die Feeder. IDF allows easy and consistent feeding of all types of blends/granules into the die cavity.
2 feeding options are available, Closed feeder or Recirculation feeder, depending upon blend characteristics.
-
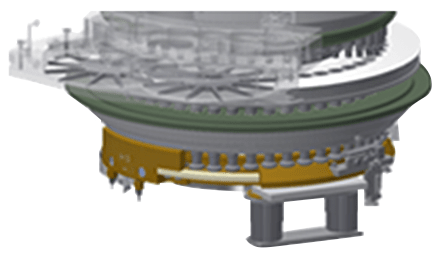
Powder Filling Mechanism
During Powder filling process, firstly powder is filled into dies by fill cam at maximum volume and then volume rail is adjusted to meet the suitable filling depth and finally is scraped the excess powder by powder scraping plate.

Powder Filling Mechanism
During Powder filling process, firstly powder is filled into dies by fill cam at maximum volume and then volume rail is adjusted to meet the suitable filling depth and finally is scraped the excess powder by powder scraping plate.
-
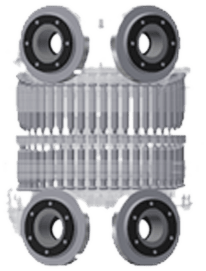
Robust Frame Construction
4 robust frames design achieves stable tableting performance with low vibration as well as long life cycle of the machine.
Robust Frame Construction
4 robust frames design achieves stable tableting performance with low vibration as well as long life cycle of the machine.
-
Compression
Compression molding process is done by Upper and Lower punches going through Upper and Lower rollers. The process consists of 2 steps, large Preliminary and Main compression molding. In addition, Compression force reading system is equipped on compression process to monitor the actual pressure generated with real time. Compression force data is transferred to the control system to give feedback to volume rail to be constant compression force and to reject defective tablets at tablet discharge portion.
Compression
Compression molding process is done by Upper and Lower punches going through Upper and Lower rollers. The process consists of 2 steps, large Preliminary and Main compression molding. In addition, Compression force reading system is equipped on compression process to monitor the actual pressure generated with real time. Compression force data is transferred to the control system to give feedback to volume rail to be constant compression force and to reject defective tablets at tablet discharge portion.
-
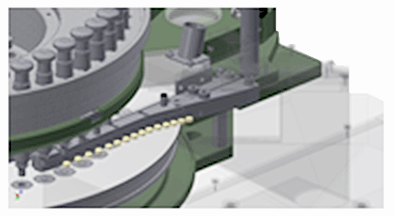
Tablet Discharge
After compression, Lower punches come out from dies to discharge tablets. Single defective tablet automatically is rejected by pressure control system.
Tablet Discharge
After compression, Lower punches come out from dies to discharge tablets. Single defective tablet automatically is rejected by pressure control system.
-
Defective Tablet Rejection Unit
Single defective tablet is rejected automatically, when actual compression force exceeds pre-determined setting value in pressure control system.
Defective Tablet Rejection Unit
Single defective tablet is rejected automatically, when actual compression force exceeds pre-determined setting value in pressure control system.
Overload Release

Should the tableting pressure exceed pre-set limits, this device will automatically decrease applied force to protect the tooling and pressure rollers. This feature will increase the life of expectancy of the machine and reduce costs normally incurred with damaged tooling.
Main Shaft Drive
The main shaft drive rotates the die tablet located on the main shaft. The system is designed whereby the die table is driven by a large, precision ground worm gear located in the base of the machine, in a sealed oil bath. As a result, backlash is eliminated and fewer parts are used, greatly reducing the possibility of drive failure.
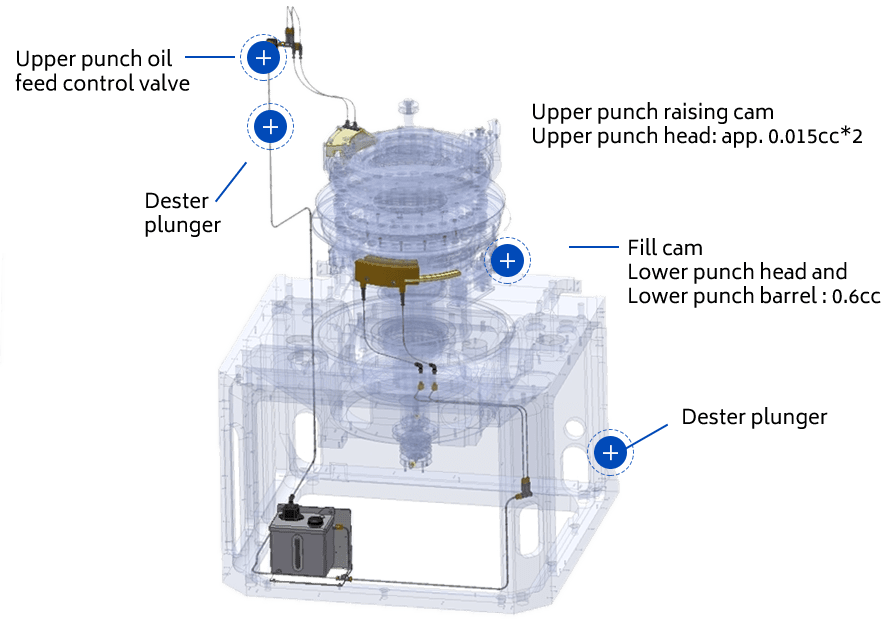
Lubrication
The machine has an automatic lubrication system to feed lubricant to upper/lower cam tracks and punches. The oil pump operates automatically with the adjustable feeding time as well as manual operation.